
Platforme pour l'industrie agroalimentaire et des boissons
Un an après sa mise en service, la nouvelle ligne de pads de Colruyt Group Fine Food Coffee fonctionne à plein régime. Les problèmes de démarrage ont été résolus, le processus est stabilisé et les résultats sont probants : cadence élevée, moins de pertes, réduction des temps d’arrêt et plus grande sécurité opérationnelle, tout en répondant aux exigences en matière de sécurité, d’ergonomie et de durabilité. « Un an plus tard, nous constatons que la ligne fait exactement ce qu’on attend d’elle : tourner de manière stable, avec une production prévisible et beaucoup moins de variations. Cela inspire confiance », explique Björn De Schinckel, chef du service parc machines chez Colruyt Group Fine Food Coffee & Wine.
Le choix d’une nouvelle ligne de pads ne répondait pas uniquement à un besoin d’augmentation de vitesse. Trois facteurs déterminants ont convergé :
La nouvelle ligne est conçue comme un processus continu et orchestré, où matière première, contrôle du process et conditionnement s’enchaînent sans rupture. Après la torréfaction, le café est moulu puis dirigé vers quatre cuves tampons pour un dégazage contrôlé (généralement 7 à 8 heures, selon la recette et la qualité des grains). Cette étape rend inutile l’utilisation d’une valve de dégazage dans l’emballage.
Là où chaque paquet comportait auparavant une valve — impliquant des composants supplémentaires et des risques de dysfonctionnement —, le processus est désormais totalement fermé et stable. « L’installation de dégazage a complètement remplacé le système de valve. Moins de composants, moins de risques, une ligne plus propre », souligne Björn De Schinckel.
Depuis les cuves tampons, le café est acheminé via un circuit fermé vers une trémie équipée de capteurs contrôlant le débit et l’écoulement, évitant la compaction et garantissant un flux massique constant. Des unités de dosage déposent précisément la quantité requise sur le papier inférieur, après quoi un préformeur rotatif façonne le pad et le ferme avec le papier supérieur.
Un point crucial est l’obtention d’une zone de soudure propre, sans résidus de café : cela réduit les pertes produit et garantit des pads uniformes.
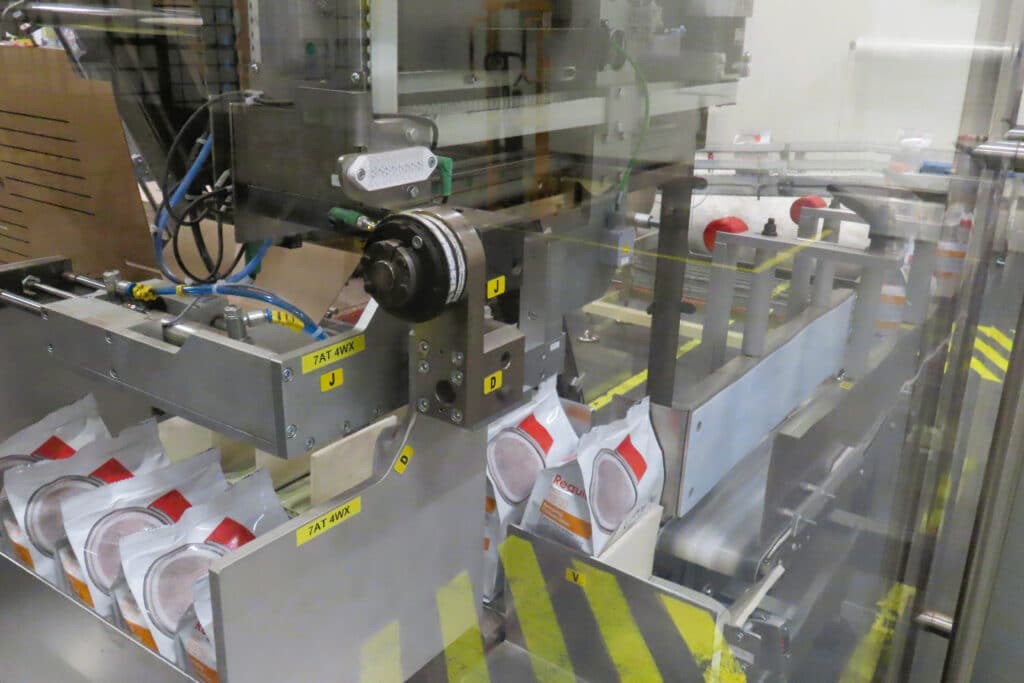
Après fermeture, des couteaux de précision découpent chaque pad avec netteté. Les pads sont ensuite empilés en cassettes (2 × 18, soit 36 unités) et transportés vers une flowpack verticale. Les soudures des angles et des bords sont réalisées avec des températures réglées par zone, permettant de fermer parfaitement des films très fins et lisses.
Le produit final passe ensuite sur une balance de contrôle avant d’être acheminé vers une formeuse de cartons qui érige, remplit et ferme les boîtes.


La production suit désormais un rythme constant, avec moins de variations. La ligne est prévisible, ce qui facilite la planification et l’approvisionnement.
Alors que l’ancienne ligne comportait encore des éléments mécaniques ouverts, la nouvelle installation est entièrement sécurisée, avec arrêts d’urgence interverrouillés et logique de sécurité programmable. Les opérateurs travaillent via une IHM qui limite l’accès aux paramètres selon des niveaux de droits (opérateur, expert, fabricant), évitant toute dérive ou ajustement non maîtrisé.
Le comportement machine est totalement standardisé : pas de réglages individuels, mais des recettes. Cela réduit les erreurs et garantit la fiabilité du process.
Autres avantages :
Dans la zone de découpe et de formage, des caméras haute vitesse assurent une surveillance visuelle du process. Cette supervision a une fonction d’ingénierie claire : détecter plus rapidement les écarts (cheminement du papier, position des couteaux, synchronisation du préformeur), éviter des arrêts inutiles et traiter les causes profondes de manière ciblée.
« Les caméras nous permettent de suivre les moments de coupe et de formage à grande vitesse. Nous identifions plus rapidement l’origine des écarts et pouvons intervenir de manière ciblée », précise Björn De Schinckel.

La haute cadence et la mécanique de précision exigent un nettoyage et une inspection rigoureux. Colruyt Group consacre une équipe complète de 8 heures par semaine à la maintenance planifiée : nettoyage des tambours et circuits sous vide, contrôle des composants de précision, révision des couteaux et unités de scellage, nettoyage des micro-ouvertures et remplacement anticipé des pièces d’usure.
Cette maintenance est intensive, mais elle garantit la stabilité de la ligne. Les arrêts planifiés se traduisent par moins d’arrêts imprévus. Chaque équipe dispose d’un technicien dédié, formé en profondeur par le fournisseur, avec support à distance disponible.
La nouvelle ligne soutient la réduction de matière et la recyclabilité :

Colruyt Group a collaboré avec un constructeur de machines central en Italie, assisté de filiales spécialisées pour les sous-modules. Ensemble, ils ont développé des cascades de sécurité (arrêts d’urgence interconnectés) et des convoyeurs adaptés aux films fins.
Des échanges de connaissances ont également lieu avec d’autres acteurs du secteur concernant les schémas d’usure et les composants critiques.
Au cours des douze derniers mois, les problèmes initiaux ont été résolus via des sprints OEE, impliquant maintenance, ingénieurs et opérateurs. Ensemble, ils analysent les données, priorisent les problèmes et mettent en œuvre des actions.
Les opérateurs sont étroitement impliqués et apportent des observations directement intégrées aux plans d’amélioration. Cela a un impact positif sur plusieurs paramètres :

La palettisation est encore manuelle. Une piste envisagée est l’intégration d’un cobot pour soulager les opérateurs sur le plan ergonomique. Le team voit également un potentiel dans la maintenance prédictive : en corrélant les données capteurs et IHM, l’usure pourrait être détectée plus tôt et la planification des remplacements optimisée.
Après un an d’utilisation intensive, la ligne de pads de Ghislenghien constitue une plateforme de production stable, répondant aux exigences de volume et de qualité du marché :






